执行技术标准
1.1 GB/T6725-2017《冷弯型钢技术条件》
1.2 GB/709-2016《热轧钢板和钢带的尺寸、外形、重量及允许偏差》
1.3 GB6723-2008《通用冷弯开口型钢尺寸、外形、重量及允许偏差》
1.4 GB/708-2006《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》及双方确认的技术文件
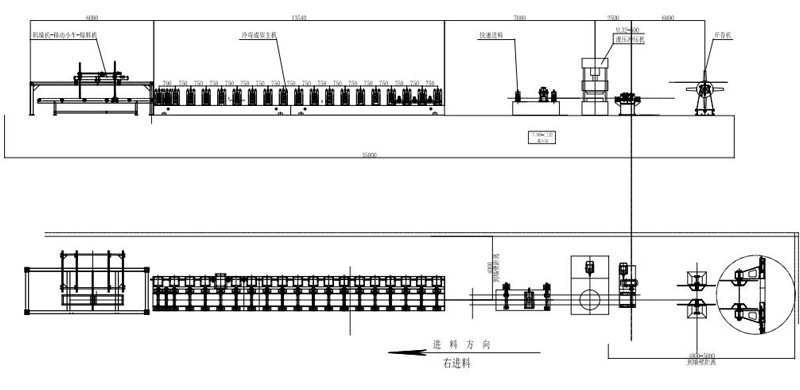
一、机组工艺流程简介:
本设备设定有手动操作和自动操作两种操作模式,手动状态下通过行吊吊装,把使用钢卷吊装在专用上料开卷中,有人工操作钢带送入整平机校平,通过装在整平机上的旋转编码器计数,控制整平送料长度定尺,有装在油压机底部的冲孔切断模具冲孔切断,中间加强孔同步冲孔,钢板冲孔切断后有设备中夹送辊送入成型机机成型,由于成型钢板为高强板,成型道次增加到20架,成型机出口处增加一套无动力矫正辊轮,矫正扭曲护栏板,护栏板成型后通过出口处的动力输送料架定位,有自动码垛机搬用至堆料架上,通过层次叠加,累计设定件数,有堆料架动力输出,行吊或叉车转移。
二、设备流程一览表
放料架—整平送料—编码器定尺—冲孔/切断—冲加强孔—快速送料—成型主机—码垛机—收料架—成品—电器控制柜
三、设备综合参数:
1、原材料机械性能及规格:
材质:高强钢510-800(600-800mpa)
钢带厚度:2.5mm-4.0mm
钢带宽度:745-750mm
钢卷内径:φ508-φ760
钢卷外径:≤φ1800
钢卷重量:≤12T
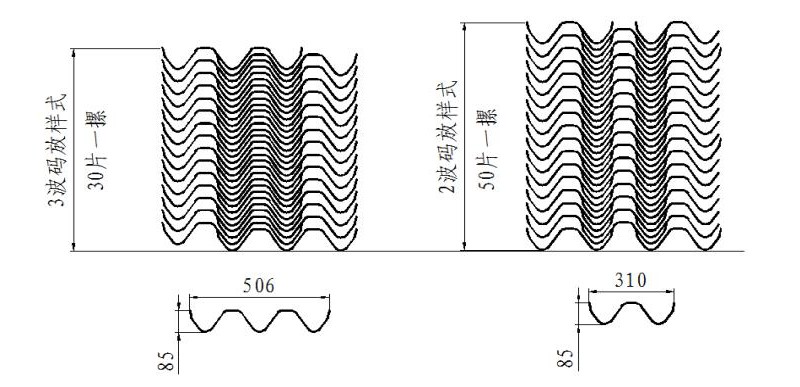
2、产品规格:
产品:产品一50685
产品宽度:506±5mm
产品高度:83±5mm
产品长度:4320mm±5mm
长度公差:4320mm±5mm
3、机组技术规格:
成型方式:辊式冷弯成型
生产速度:≤15m/min(4320mm长度每分钟2-3张)
进料方向:右进料
主电压:380V,50Hz
机组总功率:约159.2KW
4、设备部件材质:开卷机、A3钢板焊接
整平机:辊轮Cr12
油压机:铸铁件
冲孔切断模具:DC53牌坊、铸铁轴、40r调质处理
成型模具Cr12mov
设备机座 :A3钢板焊接
码垛机框架 140x140x5方管焊接
四、设备主要部件详细数据介绍:
1、放料架:双锥式电动推进夹紧放料架,承载重量12吨。采用丝杆传动,电动移动涨紧,传动电机功率2.2KW,摆线针轮减速机,
速比35;涨速钢卷内径范围480mm-760mm,有效挂料钢卷外径1800mm,中心高度1000mm,锥型结构,开卷配放料制动机构,配¢300止动轮一套,机架采用12mm钢板焊接,经时效后刨加工而成。


2、整平送料:
墙板式11辊整平机,整平辊直径120mm。材质为Cr12,热处理HRC58º~60º。整平机前后配置导向立辊,进料口配压料装置。电机功率18.5KW,变频调速,硬齿面减速器ZYL200速比(i=20),校平速度1-30M/分,速度可调,整平进料宽度范围450-750mm。
矫平辊两端为双轴承,矫平机在手动状态时可正反转点动控制。板材由夹送辊送入矫平辊,经反复方变形后达到矫平目的,使钢带矫平后顺利进入冲孔模具。设备主要有动力部分、升降部分、机架部分和辊轮组成。

3、冲孔切断:
选用YL32-400系列杨力集团生产的四柱式液压冲压机(国标型),
1)三梁四柱式结构,简单、经济、实用、
2)动作可靠、使用寿命长油压冲击小
3)独立电器控制系统工作可靠、动作直观、维修方便全系统采用PLC系统控制。
4)通过面板操作选择,可实现多种功能转换,
5)液压站电机功率22KW,
6)设备有效使用工作台面1400mmx1400mm
7)系统工作压力25.5mpa
8)设备整机重量约18T
9)设备配三波冲孔切断模具1套,冲孔模具展开图、孔型图有买方提供,按买方图纸加工,切断、冲孔模具材质DC53

4、加强孔冲孔机:
冲孔采用4柱式结构,另配加强孔冲孔机构1套,冲孔模具采用6孔式结构,三波通用,冲头采用螺栓紧固,配独立油压系统,电机功率7.5KW,一工位,带油压冷却风扇,油缸直径¢180mm,型程70mm,四柱结构,机座采用钢板焊接时效处理。

5、编码器定尺:
编码定尺,编码器装在11辊矫平机出料上辊,上辊为被动辊,编码器装在被动辊上,保证送料精度,这样可确保定尺要求。采用欧姆龙品牌,编码器定尺精度:±2mm。编码器长度定尺精度4320±2.0mm;长度可根据实际需求,在电柜触控屏中自行修改,满足生产需求。
6、快速送料:(气源客户自备)
快速送料机2对,独立传动机构,板材切断后快速送入主机。电机功率3KW,4极普通电机,配摆线针轮减速机一套,速比31.5;送料辊辊径¢120mm,材质为Cr12,热处理HRC58º~60º。钢带有效进料宽度范围450-750mm,送料厚度范围在2.5-4.0mm,
7、成型主机:
GY250成型主机20架,独立开口牌坊式结构,牌坊材质铸铁,设备有齿轮箱、牌坊、机座、轴、滑块、轴承、盖板、链轮等配件组成,机械展开宽度为750mm。导向立辊架5付,辊轴直径φ110,材料40Cr,调质处理。单出轴下传动GY250型齿轮箱18只,螺旋伞齿结构,主机功率75KW,变频调速,配ZQ750减速机,速比48.57,五型装配。传动齿轮箱之间用1.5寸双排链传动;与辊轴之间用链轮链条连接,机座采用钢板焊接,主机轧制成型速度长度为4320mm的成品约2-3张。


8、控制系统:
生产线PLC自动化控制生产速度可调,可手动和自动控制生产线各部件的动作协调,液晶显示触摸屏,人机界面。实现人与PLC的交互。操作人员通过设定的程序自动运行(可编程控制)并对控制过程进行监控,PLC预留DCS接口预留远程控制,实现操作人员控制生产线和修改控制参数,并可实时监控设备运行状态,运行参数和故障指示等。制件长度数字设定,制件长度可调整。实时监控设备运行状态和故障指示。操作方式有手动/自动两种。具有手动、自动切换功能:在手动状态下,能进行单机运行,方便维修;在自动状态下,进行全线生产运行,顺序启动;全线设有急停按钮,易于处理紧急事故,保证设备和操作人员安全,机旁设有手动操作急停按钮(前、中、后)
9、成型模具:
三波护拦板滚压成型模具一套,模具全部采用锻件锻打,模具材质Cr12mov,通过2次加工,整体淬火,硬度HRC58~62º,
10、码垛机(客户自选设备)
设备采用框架是结构,机架采用140方管焊接,长6米宽2.2米,高1.5米,配35X2.2m直线导轨2根,小车左右移动时保持平衡,传动方式采用电机齿轮齿条移动,移动电机功率1.5KW伺服机,升降电机功率1.5KW伺服,移动小车采用150槽钢焊接,电磁吸盘采用150定制吸盘,电压24V,3波型材配4套,独立的控制操作台,PLC操作系统,吸盘升降采用圆柱式齿轮齿条传动,输送电机功率1.5KW摆线针轮减速机,行程有编码器计数控制,2波板可磊加50片,堆料小车采用移动式,有框架焊接,链条移动,电机功率1.5KW,可手/自动转换,型材输送小车采用槽钢焊接,配定位导轮,

11、其它:
设备经除锈处理后,先涂钢构专用防锈漆,防锈漆必须覆盖全面,再涂优质面漆,颜色为蓝和绿。转动部分应用警示色区别。
四、设备对工厂条件要求:
1、电源电压380V±10%,频率50Hz±10%。
2、使用环境:适用-10°C-50°C,湿度20%-80%。
3、防护等级、电器控制柜、操作台、电机:IP40。
4、全套机主功率约159.2KW
5、需方自备:电源总开关、现场用电线、串线配管、齿轮油(CKC-150°)170kgx2桶抗磨液压油(46°170kgx10桶
6、设备用地要求:长38米x宽6米x高6米
7、在设备安装过程中,有需方提供人员,吊具,配套工具等辅助设施。
五、设备地基图:

上一页:没有了…
下一页:护栏板成型设备
护栏板成型机:高速波形护栏板的主要构造及标准尺寸。公路高速护栏板便是装置在高速公路上两边或中心分岔口处的分隔带用来阻隔防护的波形护栏板。首要布局:波形护栏板、立柱和一些配件。首要配件包含:端头、过渡板...

三波型护栏板的应用范围及优势 高速护栏厂家告诉大家,如果在高速上,或者行驶的路上看到三波的这种护栏,请小心驾驶,因为你现在行使的路段时危急地段,因为大多数三波护栏会安装在很危急的高速公路,山村公...

护栏板成型设备技术参数一、设备生产工艺流程开卷机—整平机—冲孔切断—加强孔—夹送—成型—收料二、 机组主要部件技术参数:1、 放料架: ...

护栏板成型设备运用再哪些方面?跟着芯棒伸出量的增,弯管过程中壁厚减薄率的改变趋势可分为线性下降阶段、过渡阶段和非线性增阶段。这种现象通常在设备始运用时很容易发生。组合支撑设备是管道体系的重要组成部分,...
护栏板成型机运行模式单面支撑形式的柔性支撑不同于刚性支撑,只能抵抗张力。必须有一个清楚的了解,特别是板的厚度,然后选择合适的锚固方法和锚栓。所谓软启动实际上是降压启动,压力降低后启动电流也会降低。目前...

护栏板成型设备在高速公路上的作用是很重要的,具体是有哪些作用您有了解吗?今天就跟随小编的脚步去了解一下到底在高速公路方面,我们的护栏板成型设备发挥了什么样的作用。 高速公路护栏板成型设备主要由开...



时间:2021-07-27

时间:2021-01-05

时间:2021-03-04

时间:2020-06-01
时间:2020-10-07

时间:2021-07-17

时间:2021-09-06






